
常溫沖擊試驗
2023-04-29
一、試驗前準備工作
1. 注意試驗溫度
對于試驗溫度有規定的,試驗應在規定溫度±2℃范圍內進行。如果沒有規定,室溫沖擊試驗應在23℃±5℃范圍進行(注意與其他力學性能試驗的室溫10~35℃不同)。
2.檢查試樣尺寸
用最小分度值≤0.02mm的量具測量試樣的寬度、厚度、缺口處厚度;用光學投影儀檢查缺口尺寸,看其是否符合標準的要求。
3.選擇沖擊試驗機
根據所試驗材料牌號和熱處理工藝,估計試樣吸收能量的大小,選擇合適的沖擊試驗機能力范圍,使試樣吸收能量K不超過實際初始勢能K,的80%,試樣吸收能量K的下限建議不低于試驗機最小分辨力的 25倍。
擺錘刀刃半徑的選擇應參考相關產品標準,對于低能量的沖擊試驗,一些材料用2mm和8mm擺錘刀刃試驗測定的結果有明顯不同。
試驗前應檢查并保證砧座跨距應為40+0.2mm。
4.進行空打試驗
試驗前應檢查擺錘空打時的回零差或空載能耗,其方法如下。
將擺錘揚起至預揚角位置,把從動指針撥到最大沖擊能量位置(如果使用的是數字顯示裝置,則應清零),釋放擺錘,讀取零點附近的被動指針的示值(即回零差),擺錘回擺時,將被動指針撥至最大沖擊能量處,擺錘繼續空擊,被動指針被帶到某一位置,其相對回零差不應大于0.1%,相對能量損失不應大于0.5%。
二、試驗操作要點
1.試驗的定位
為了消除試樣與砧座間的明顯間隙,防止斷樣與支座相互作用,可用類似于圖1所示的V形缺口自動對中鉗將試樣從控溫介質中移至并緊貼試驗機砧座放置,并使錘刃沿缺對稱面打擊試樣缺口的背面,試樣缺口對稱面偏離兩砧座間的中點應≤0.5mm。
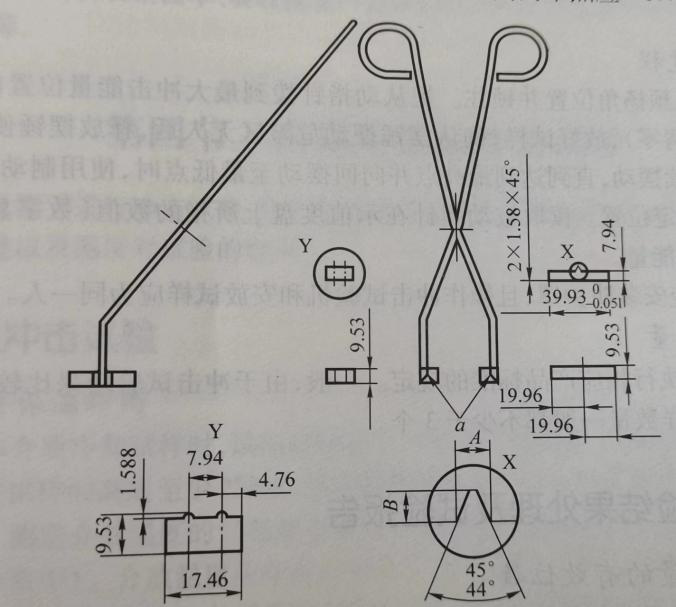
圖1 V形缺口夏比沖擊試樣對中夾鉗
當使用小尺寸試樣進行低能量的沖擊時,因為擺錘要吸收額外能量,因此在支座上放置適當厚度的墊片,以使試樣打擊中心的高度為5mm(標準樣打擊中心的高度)。
2. 操作過程
將擺錘揚起至預揚角位置并鎖住。把從動指針撥到最大沖擊能量位置(如果使用的是字顯示裝置,則清零),放好試樣,確認擺錘擺動危險區無人后,釋放擺錘使其下落打斷試樣,并任其向前繼續擺動,直到達到最高點并向回擺動至最低點時,使用制動閘將擺錘剎住。使其停止在垂直穩定位置。讀取被動指針在示值度盤上所指的數值(數字顯示裝置的顯示值),此值即為吸收能量。
為保證安全,應安裝防護罩,且操作沖擊試驗機和安放試樣應為同一人。
三、沖擊試驗結果處理及試驗報告
1. 吸收能力的有效位數
吸收能量應至少保留兩位有效數字,修約方法按GB 8170執行。
2. 吸收能量的表示方法
KV2:V形缺口試樣在2mm擺錘刀刃下的沖擊吸收能量;
KV8:V形缺口試樣在8mm擺錘刀刃下的沖擊吸收能量;
KU2:U形缺口試樣在2mm擺錘刀刃下的沖擊吸收能量;
KU8:U形缺口試樣在8mm擺錘刀刃下的沖擊吸收能量。
3. 試驗中幾種情況的處理
(1)如果試樣吸收能量超過實際初始勢能K%試驗報告中應報告為近似值并注明超過試驗機能力的80%。
(2)有裂可出沖擊吸能量,或與完全斷裂試樣結果平均后報出。
(3)由于試驗機打擊能量不足,試樣未完全斷開,吸收能量不能確定,試驗報告應注明用 xJ的試驗機試驗,試樣未斷開。
(4)如果試樣卡在試驗機上,則試驗結果無效,應徹底檢查試驗機,否則試驗機的損傷會
影響測量的準確性。
(5)如斷裂后檢查顯示出試樣標記是在明顯的變形部位,試驗結果可能不代表材料的性能,應在試驗報告中注明。
4. 試驗報告
沖擊試驗報告應包括如下必要的內容:所采用的試驗方法標準號、試樣相關資料(例如,鋼種、爐號等)、缺口類型(缺口深度)、試樣尺寸、試驗溫度、吸收能量(KV2、KV8、KU2、KU8)、可能影響試驗的異常情況等;有時還需增加下列內容:試樣的取向、試驗機的標稱能量、側膨脹值LE、斷口形貌與剪切斷面率、吸收能量-溫度曲線、轉變溫度及判定標準以及沒有完全斷裂的試樣數等。